 五隆兴科技发展有限公司
五隆兴科技发展有限公司
Binding, lapping, mechanical connection and welding of reinforcement
The use position, joint application, joint percentage and staggered length of reinforcement joints are important indicators of reinforcement connection.
Use position of joint: the joint of reinforcement should be set at the place with less stress. Two or more joints shall not be set for the same longitudinal stressed reinforcement. The distance from the end of the joint to the bending point of the reinforcement shall not be less than 10 times the diameter of the reinforcement.

Reinforcement connection is divided into: binding and lapping, mechanical connection and welding.
Binding and lapping: it is generally used for small-diameter reinforcement, and its lapping length is calculated according to the specification according to the position of the component, seismic grade, concrete strength grade, etc. Although the code allows overlapping below 25 in diameter, large-diameter reinforcement is generally not suitable because it is uneconomical.
Mechanical connection: mechanical connection is divided into straight thread mechanical connection, taper thread mechanical connection and cold extrusion casing connection. Welding: electroslag pressure welding, flash butt welding and arc welding are common.
Binding and lapping
Binding and lapping is suitable for smaller reinforcement, which is generally used for plate reinforcement and wall reinforcement. The specification stipulates that when the diameter of tensile reinforcement is greater than 25 and the diameter of compression reinforcement is greater than 28, binding lap joints should not be used.
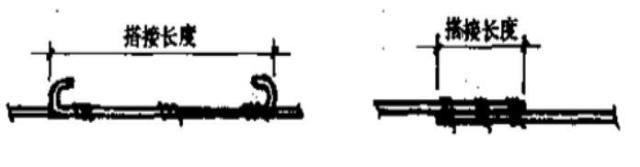
Note: if the reinforcement is located in the tensile area, the end of the binding joint of grade I reinforcement shall be made into a hook; Grade II reinforcement and grade III reinforcement shall not be hooked.
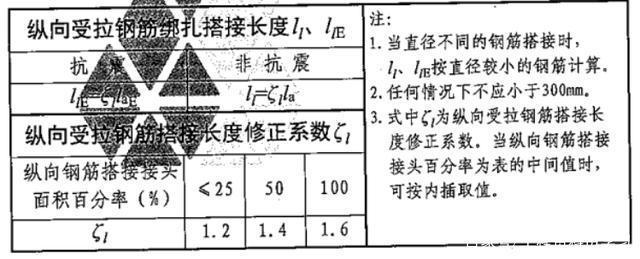
Provisions on binding and overlapping length: where La and Lae are the anchorage length of tensile reinforcement. See G101-1 atlas for specific values.
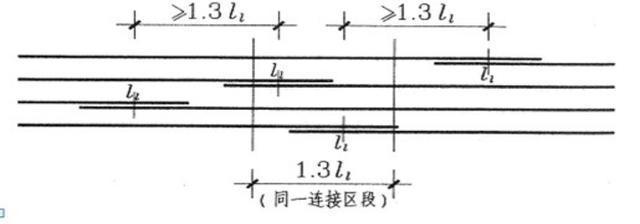
Percentage of binding lap joint: the length of the connection section of reinforcement binding lap joint is 1.3ll (ll is the lap length). All lap joints whose midpoint is within the length of the connection section belong to the same connection section. In the same connection section, the percentage of overlapping joint area of longitudinal reinforcement is the ratio of the cross-sectional area of longitudinal stressed reinforcement with overlapping joint in this section to the cross-sectional area of all longitudinal stressed reinforcement.
Mechanical connection:
Mechanical connection of reinforcement is a connection method to transfer the force in one reinforcement to another reinforcement through the mechanical bite of reinforcement and connector or the bearing action of reinforcement end face. Reinforcement mechanical connection technology is a new reinforcement connection technology, which is called the “third generation reinforcement joint” after binding and electric welding. It mainly includes straight thread connection, taper thread connection and extrusion sleeve connection. Our most commonly used connection is straight thread connection. Mechanical connection joints are divided into three levels:

Grade I: the tensile strength of the joint is not less than the actual tensile strength of the connected reinforcement or 1.10 times the standard value of the tensile strength of the reinforcement, and has high ductility and repeated tensile and compressive properties.
Grade II: the tensile strength of the joint is not less than the standard value of the tensile strength of the connected reinforcement, and has high ductility and repeated tensile and compressive properties.
Grade III: the tensile strength of the joint shall not be less than 1.25 times of the standard value of the yield strength of the connected reinforcement, and shall have certain ductility and repeated tensile and compressive properties.

Electroslag pressure welding:
Process flow: check equipment → select welding parameters → install welding fixture and reinforcement → install flux tank and fill flux → test welding and make test piece → determine welding parameters → welding → recover flux → remove fixture → quality inspection
Before welding, the flux must be dried without moisture. Generally, 431 flux is used. The flux contains high manganese, high silicon and low fluorine components. In addition to the functions of isolation, heat preservation and arc stabilization, it also plays the roles of slag supplement, deoxidation and alloy element addition during welding to alloying the weld metal.
Welding quality: the welding package shall be full and uniform, the reinforcement surface shall be free of obvious burns, etc., the axis offset shall not exceed 0.1 times the reinforcement diameter and shall not be greater than 1mm, and the bending at the joint shall not be greater than 2 degrees.

闪光对焊:
Flash butt welding belongs to the processing part, because it can only be used to weld horizontal reinforcement in the processing process and cannot be used on site.
Process flow: inspection of equipment → selection of welding process and parameters → trial welding and simulation test piece → submission for inspection → determination of welding parameters after passing the inspection → welding → quality inspection.
Flash butt welding is divided into continuous flash butt welding and intermittent flash butt welding according to the operation process. The selection of this process depends on the proficiency of the welder. Flash butt welding is mainly used to weld some supplementary materials that need to be connected in advance. If the welding length is too long, it is not conducive to on-site lifting and binding. By using flash butt welding, the loss rate of some reinforcement can be reduced. Because its cost is lower than that of mechanical connection, at present, flash butt welding is adopted for the connection of reinforcement in some unimportant parts. However, the bending resistance of flash butt welded joints is generally not easy to pass, so it is recommended to use mechanical connection for reinforcement connection in important parts.

For flash butt welding, the welding machine type shall be reasonably selected according to the diameter of the welded reinforcement. The voltage must be kept stable. In order to ensure the welding quality, the lower electrode shall be reasonably allocated and used according to the different diameter of the reinforcement, that is, one pair of lower electrode shall not be used, and more pairs shall be used to ensure that the axis of the reinforcement is not offset.
For the reinforcement to be welded, its end shall be flat, and there shall be no old rust, oil stain and oxidation at the end within 120mm. Its quality standard is no burn, the bending angle at the joint is no more than 2 degrees, the axis offset is no more than 0.1 times the reinforcement diameter, and no more than 1mm.
Provisions on staggering of welding and mechanical connection:
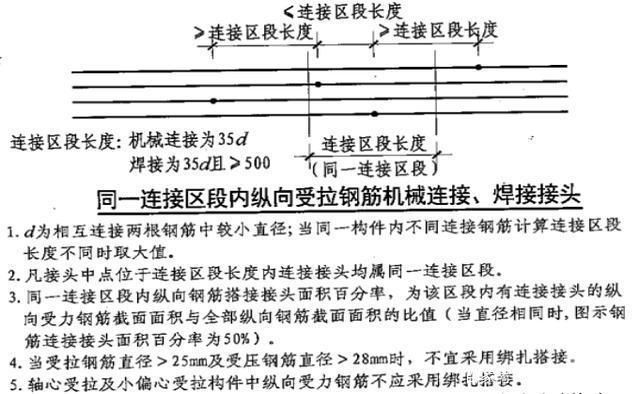
The area percentage of longitudinal tensile reinforcement joint, welded joint and mechanical connection joint located in the same connection section shall not be greater than 50%, and the area percentage of compression reinforcement joint may not be limited.

Source: Baijia project documenter
Original address:https://baijiahao.baidu.com/s?id=1641626762085745285&wfr=spider&for=pc





